


Скорость печати зависит в первую очередь от схватываемости бетона, а не от производительности экструдера и скорости передвижения сопла. Чтобы бетон успел схватиться и изделие не обвалилось, приходиться замедлять скорость печати.
Это ещё спасибо Алексею Розову, основателю Лерто, за его разработку проточного-бетоносмесителя экструдера с сухой подачей смеси, который позволяет затворить очень густое бетонное тесто. Сейчас бы не было таких возможностей печати бетоном в России, если бы не его разработка 2020 года. Подробнее здесь. Также помогает наша функция подогрева воды. Тёплый бетон быстрее схватывается.
Производительность принтера зависит от множества факторов. Обращайте на них внимание перед покупкой принтера:
▪️Смесь для печати | скорость схватываемости
▪️Условия помещения | влажность, температура
▪️Сложность изделия | нависания, детализация
Понимаете? Можно печатать быстро, но это не значит, что вы получите качественный результат, который удовлетворит вас и вашего клиента.
Это ещё спасибо Алексею Розову, основателю Лерто, за его разработку проточного-бетоносмесителя экструдера с сухой подачей смеси, который позволяет затворить очень густое бетонное тесто. Сейчас бы не было таких возможностей печати бетоном в России, если бы не его разработка 2020 года. Подробнее здесь. Также помогает наша функция подогрева воды. Тёплый бетон быстрее схватывается.
Производительность принтера зависит от множества факторов. Обращайте на них внимание перед покупкой принтера:
▪️Смесь для печати | скорость схватываемости
▪️Условия помещения | влажность, температура
▪️Сложность изделия | нависания, детализация
Понимаете? Можно печатать быстро, но это не значит, что вы получите качественный результат, который удовлетворит вас и вашего клиента.
Аддитивное производство не быстрая технология априори, т.к. 3д печать зависит от множества факторов. Этот недостаток во всем мире нивелируют количеством принтеров. Любое эффективное промышленное использование аддитивного производства связано с большим парком 3д принтеров, которые называют фермами. Например, у нас 7 фотополимерных принтеров, которые постоянно заняты. Сложно создавать полноценное промышленное производство, рассчитывая только на один принтер. Один принтер подойдёт для знакомства с технологией, дальше вы будете масштабироваться.
Итак, в 3д печати бетоном есть два времени:
1. Время печати
2. Время набора прочности
Главное заблуждение отрасли, что скорость печати зависит от скорости перемещения сопла и объема экструзии. Нет! Время печати зависит от длины периметра одного слоя и скорости схватывания бетонного теста. е путать со скоростью набора прочности.
Для осознания предлагаем рассмотреть примеры.
Итак, в 3д печати бетоном есть два времени:
1. Время печати
2. Время набора прочности
Главное заблуждение отрасли, что скорость печати зависит от скорости перемещения сопла и объема экструзии. Нет! Время печати зависит от длины периметра одного слоя и скорости схватывания бетонного теста. е путать со скоростью набора прочности.
Для осознания предлагаем рассмотреть примеры.
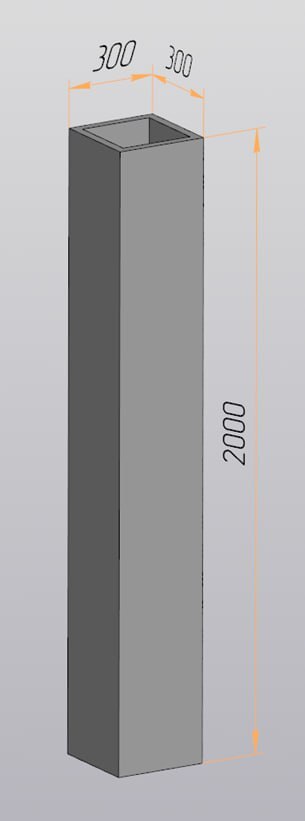
Пример №1
Нужно напечатать колонну сечением 0,3х0,3м и высотой 2 метра. Длина периметра при этом будет около 1 метра. Масса изделия 120 килограмм. Если вы начнете печатать его с динамикой экструзии 5 килограмм в минуту, то время печати составит 20 минут. Значит на первый слой через 20 минут будет давить 120 килограмм. Если бетон не успеет схватиться, то слой будет раздавлен и колонна упадет.
Для печати подобного изделия проще всего снизить скорость печати, например в шесть раз, и напечатать изделие за два часа. акое изделие можно переместить по цеху на следующий день.
Нужно напечатать колонну сечением 0,3х0,3м и высотой 2 метра. Длина периметра при этом будет около 1 метра. Масса изделия 120 килограмм. Если вы начнете печатать его с динамикой экструзии 5 килограмм в минуту, то время печати составит 20 минут. Значит на первый слой через 20 минут будет давить 120 килограмм. Если бетон не успеет схватиться, то слой будет раздавлен и колонна упадет.
Для печати подобного изделия проще всего снизить скорость печати, например в шесть раз, и напечатать изделие за два часа. акое изделие можно переместить по цеху на следующий день.
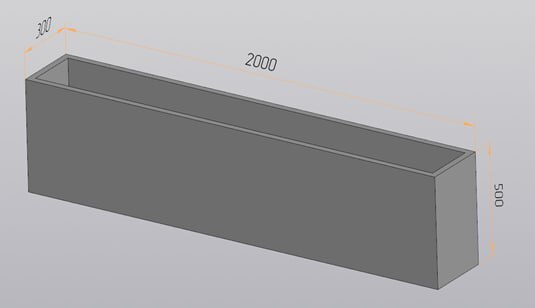
Пример №2
Нужно напечатать похожее изделие, но на боку. Для выравнивания массы, высота изделия будет 0,5 метра. В этом случае можно применить максимальную производительность 5 кг в минуту и напечатать изделие за 20 минут, потому что через 20 минут на первый слой длиной 4,6 метра будет давить бетон 0,5 метра высотой, массой 120 кг, а это 26 кг на метр. Но в этом случае вам нельзя шевелить изделие около трех дней, потому что первые дни химические связи в бетоне слабые и он не может выдержать собственный вес при перемещении. Любое искажение геометрии опоры и изделие даст трещину.
Итог. Два почти одинаковых изделия, но из-за расположения при печати разное время набора транспортировочной прочности. Это связано с физическими свойствами материала. Бетон хорошо работает на сжатие и плохо на растяжение.
Решить проблему можно разными способами:
1. Самый популярный это увеличение зоны печати принтера (гигантомания). На большой площади можно печатать изделия, которые можно не трогать несколько дней, потому что есть свободное место в зоне печати для работы в эти дни. Но в этом случае вам надо будет занимать большие площади цеха, что зачастую накладно.
2. Можно печатать на массивных прочных поддонах на колесах и желательно перемещающихся по ровным рельсам для перемещения изделий с зоны печати без искривления платформы. В этом случае идут расходы на рельсы и платформы.
3. Или можно не печатать длинные изделия и не создавать себе проблем, чтоб потом героически их решать. Любой объект можно разделить на удобные для печати и перемещения изделия, печатать их в комфортных размерах.
Подробнее о подвохах принтеров портальной конструкции рассказали здесь
Совет дня:
Лучше неспешно и качественно печатать изделия-шедевры, что позволит реализовывать их с высокой маржинальностью, чем торопиться и штамповать как можно больше изделий с низкой ценностью, продавая их с невысокой маржинальностью. В 3д печати важно не как быстро, а что вы напечатаете. Важна идея!
Нужно напечатать похожее изделие, но на боку. Для выравнивания массы, высота изделия будет 0,5 метра. В этом случае можно применить максимальную производительность 5 кг в минуту и напечатать изделие за 20 минут, потому что через 20 минут на первый слой длиной 4,6 метра будет давить бетон 0,5 метра высотой, массой 120 кг, а это 26 кг на метр. Но в этом случае вам нельзя шевелить изделие около трех дней, потому что первые дни химические связи в бетоне слабые и он не может выдержать собственный вес при перемещении. Любое искажение геометрии опоры и изделие даст трещину.
Итог. Два почти одинаковых изделия, но из-за расположения при печати разное время набора транспортировочной прочности. Это связано с физическими свойствами материала. Бетон хорошо работает на сжатие и плохо на растяжение.
Решить проблему можно разными способами:
1. Самый популярный это увеличение зоны печати принтера (гигантомания). На большой площади можно печатать изделия, которые можно не трогать несколько дней, потому что есть свободное место в зоне печати для работы в эти дни. Но в этом случае вам надо будет занимать большие площади цеха, что зачастую накладно.
2. Можно печатать на массивных прочных поддонах на колесах и желательно перемещающихся по ровным рельсам для перемещения изделий с зоны печати без искривления платформы. В этом случае идут расходы на рельсы и платформы.
3. Или можно не печатать длинные изделия и не создавать себе проблем, чтоб потом героически их решать. Любой объект можно разделить на удобные для печати и перемещения изделия, печатать их в комфортных размерах.
Подробнее о подвохах принтеров портальной конструкции рассказали здесь
Совет дня:
Лучше неспешно и качественно печатать изделия-шедевры, что позволит реализовывать их с высокой маржинальностью, чем торопиться и штамповать как можно больше изделий с низкой ценностью, продавая их с невысокой маржинальностью. В 3д печати важно не как быстро, а что вы напечатаете. Важна идея!

