


Мы печатали бетоном большими портальными принтерами на протяжении полутора лет. Столкнувшись на практике с рядом ограничений, отказались от этой конструкции и перешли на SCARA кинематику. Делимся опытом.
Если вы считаете, что чем больше зона печати принтера, тем больше вы напечатаете, эта статья для вас. Расскажем о факторах про которые покупатели принтеров не задумываются пока не столкнутся на практике. Давайте разбираться.
Возьмем для примера принтер на четырех опорах. Изобразим его схематично.
Если вы считаете, что чем больше зона печати принтера, тем больше вы напечатаете, эта статья для вас. Расскажем о факторах про которые покупатели принтеров не задумываются пока не столкнутся на практике. Давайте разбираться.
Возьмем для примера принтер на четырех опорах. Изобразим его схематично.
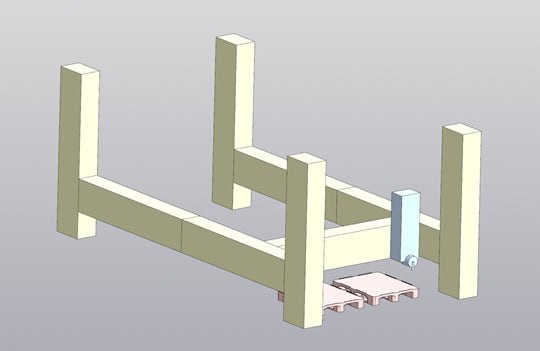
Предположим, что такой принтер по полу будет занимать 6х4=24 квадратных метра. При этом площадь доступная к печати всего 2.5х5=12,5 квадратных метра. Колонны принтера, продольные балки и каретка экструдера съедают большую площадь, за которую вы платите аренду, но использовать не можете. 24 квадратных метра принтер будет занимать всегда, то есть с этой площадью в цеху вам нужно будет попрощаться, вы не сможете использовать ее под другие задачи. При этом поле печати принтера на старте уже в два раза меньше. А в случае если направление получило спрос и один принтер не справляется, то нужно снова выделять большую площадку. Масштабироваться накладно.
Если посмотрим на принтер сверху, то сразу понятно первое ограничение. Пока принтер печатает первые слои и изделия до метра высотой, то зона печати ограждена конструкцией принтера с трех сторон и для доступа к зоне за экструдером нужно обойти весь принтер, а затем вернуться обратно. Возможно кто-то скажет, ничего страшного, ну обойдет человек, что сложного? Во-первых, это время, потраченное неэффективно. И если надо обходить принтер по несколько раз в день, и так день за днем, уже не кажется таким простым занятием.
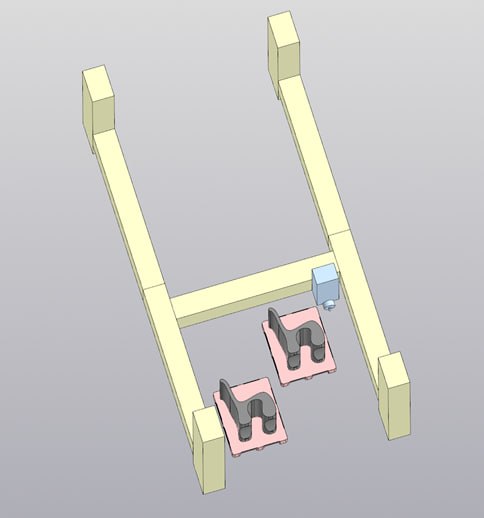
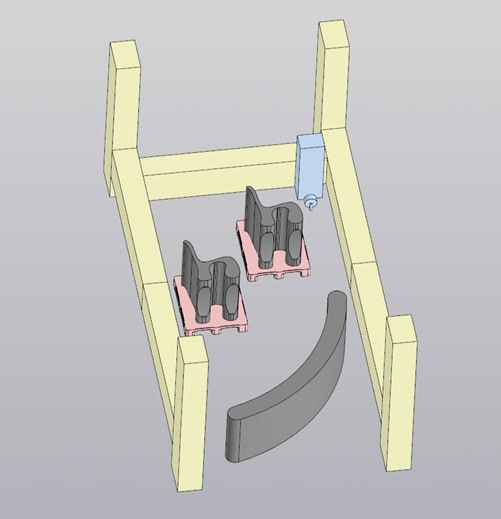
Приступим к печати. Рассмотрим сценарий использования принтера, где вам нужно напечатать две скамейки. Вы представляете себе это как на изображении выше? Два поддона рядом в начале зоны печати? Нет. Так не получится.
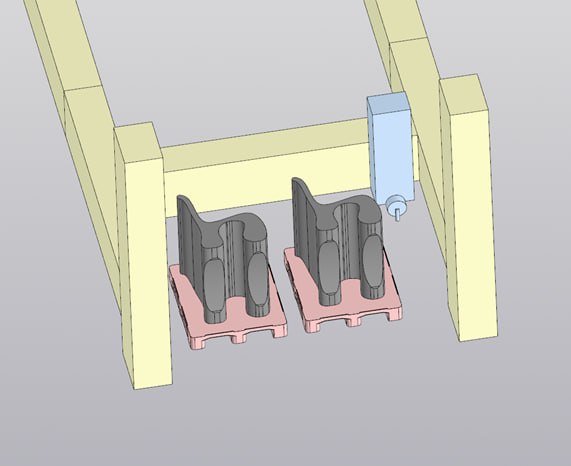
На практике это будет выглядеть так. Когда одна скамейка напечатана, то она блокирует соседнее место, т.к. балка по которой движется экструдер не сможет туда доехать из-за напечатанного изделия. Соответственно, для печати следующего изделия вам нужно будет сдвигать второй поддон. Таким образом, каждая напечатанная деталь съедает длину зоны печати. В результате из 24 квадратных метров занимаемых принтером, вы получаете даже не 12.5, а по итогу только четверть от занимаемой принтером площади.
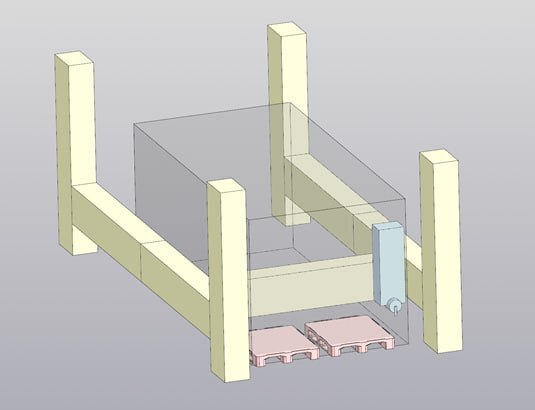
А если вам надо напечатать большую деталь, которая не умещается в ширину, то она блокирует зону печати на несколько дней, потому что бетон первые дни хрупкий и не может выдержать свой вес. В этом случае рабочая зона печати снова сокращается.
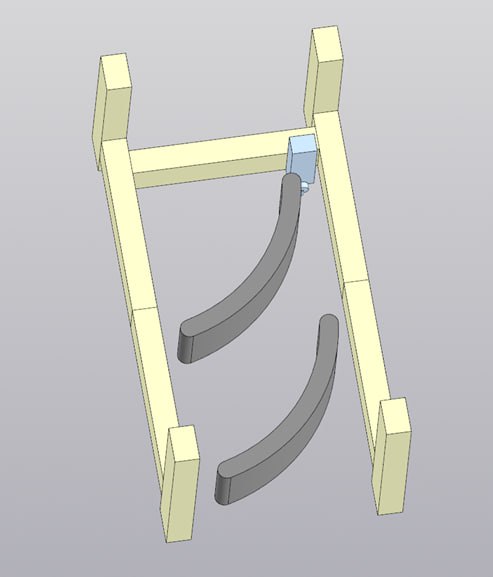
В случае если вам надо напечатать два длинных изделия, то картина в зоне печати будет такая, т.е. принтером вы не сможете пользоваться несколько дней в зависимости от массы изделий.
Продвинутые читатели скажут, что есть добавки в бетон, которые ускоряют набор прочности до суток или можно использовать специальные грузовые платформы на колесах для выкатывания изделий из зоны печати для набора прочности вне зоны печати. Да. Но это дополнительные расходы и при таких условиях можно печатать любые формы на принтерах любого размера.
Самые продвинутые скажут можно плотно расставить изделия на всей зоне печати и печатать по одному слою все изделия сразу. Можно!
Продвинутые читатели скажут, что есть добавки в бетон, которые ускоряют набор прочности до суток или можно использовать специальные грузовые платформы на колесах для выкатывания изделий из зоны печати для набора прочности вне зоны печати. Да. Но это дополнительные расходы и при таких условиях можно печатать любые формы на принтерах любого размера.
Самые продвинутые скажут можно плотно расставить изделия на всей зоне печати и печатать по одному слою все изделия сразу. Можно!

Но тут вас ждут сразу три подвоха!
Во-первых, вам нужно учесть скорость схватывания бетона и если общая длина одного слоя будет большой, а скорость перемещения сопла в процессе экструзии ограничена, то вы рискуете получить не слипшиеся друг с другом слои, потому что бетон одного слоя успел затвердеть и свежий слой не стал с ним единым целым.
Во-вторых, в таком режиме сильно увеличивается время печати из-за холостых переездов экструдера между деталями.
В-третьих, появляется шов на каждой детали в месте где начинается и заканчивается экструзия каждого слоя. Зачастую это неэстетично.
Во-первых, вам нужно учесть скорость схватывания бетона и если общая длина одного слоя будет большой, а скорость перемещения сопла в процессе экструзии ограничена, то вы рискуете получить не слипшиеся друг с другом слои, потому что бетон одного слоя успел затвердеть и свежий слой не стал с ним единым целым.
Во-вторых, в таком режиме сильно увеличивается время печати из-за холостых переездов экструдера между деталями.
В-третьих, появляется шов на каждой детали в месте где начинается и заканчивается экструзия каждого слоя. Зачастую это неэстетично.

Теперь о SCARA кинематике. В режиме ожидания принтер Лерто занимает 3кв.м., в режиме печати до 9кв.м. Принтер может печатать изделия длиной 3 метра. Высотой 2 метра. SCARA руке ничего не мешает печатать сначала в дальнем угле, а затем последовательно ближе к нулевой точке сгибания руки. При этом у оператора всегда есть доступ до любой точки вокруг принтера.
Концепт печати на поддонах, т.к. изделия размером с поддон набирают прочность за ночь. Утром вы перемещаете поддоны ручной гидравлической тележкой (рохлей) в место дозревания (пропарочная камера, в цеху или можно на улицу, если плюсовая температура). В зоне печати размещаете новые поддоны и начинаете печать.
Концепт печати на поддонах, т.к. изделия размером с поддон набирают прочность за ночь. Утром вы перемещаете поддоны ручной гидравлической тележкой (рохлей) в место дозревания (пропарочная камера, в цеху или можно на улицу, если плюсовая температура). В зоне печати размещаете новые поддоны и начинаете печать.

Один оператор может управлять 4 принтерами Лерто. Потому в случае когда один принтер перестанет справляться с заказами вам нужно выделить небольшой участок цеха, докупить принтер и производительность участка удвоится без увеличения ФОТ и не займет много места в цеху.
Расширять парк 3д принтеров с портальной конструкцией будет гораздо дороже и сложнее, а преимуществ от большой зоны печати меньше, чем проблем. Печатать небольшие изделия размером с поддон проще в производстве и экономически эффективнее.
Расширять парк 3д принтеров с портальной конструкцией будет гораздо дороже и сложнее, а преимуществ от большой зоны печати меньше, чем проблем. Печатать небольшие изделия размером с поддон проще в производстве и экономически эффективнее.
Больше информации о том, почему эффективнее печатать небольшие изделия рассказываем здесь

