


Есть мнение, что чем больше принтер, тем больше у него область печати, соответственно производительность. Так ли это? Давайте разбираться.
Речь пойдет только о цеховых принтерах. Уличные принтеры это другая история. Об уличной печати большими принтерами здесь.
Речь пойдет только о цеховых принтерах. Уличные принтеры это другая история. Об уличной печати большими принтерами здесь.
Итак, первое, что осознаешь, когда начинаешь печатать бетоном это то, что бетон тяжелый. В бетонном исполнении даже небольшое в объеме изделие становится неподъемным для человека. Например, стандартная лавочка из бетона без спинки длиной 1 метр весит около 100кг, 2 метра - 200кг, а скамейка со спинкой 350-400кг.

В связи с этим быстро выстраивается логическая цепочка:
Если печатаем в цехе, то экономически целесообразнее печатать что-то подъемное и несложно транспортабельное, а это что-то небольшое. А если мы печатаем небольшие изделия, то зачем нам большой принтер?
Поэтому Лерто принтер малогабаритный? Да, но не только. Есть еще нюансы.
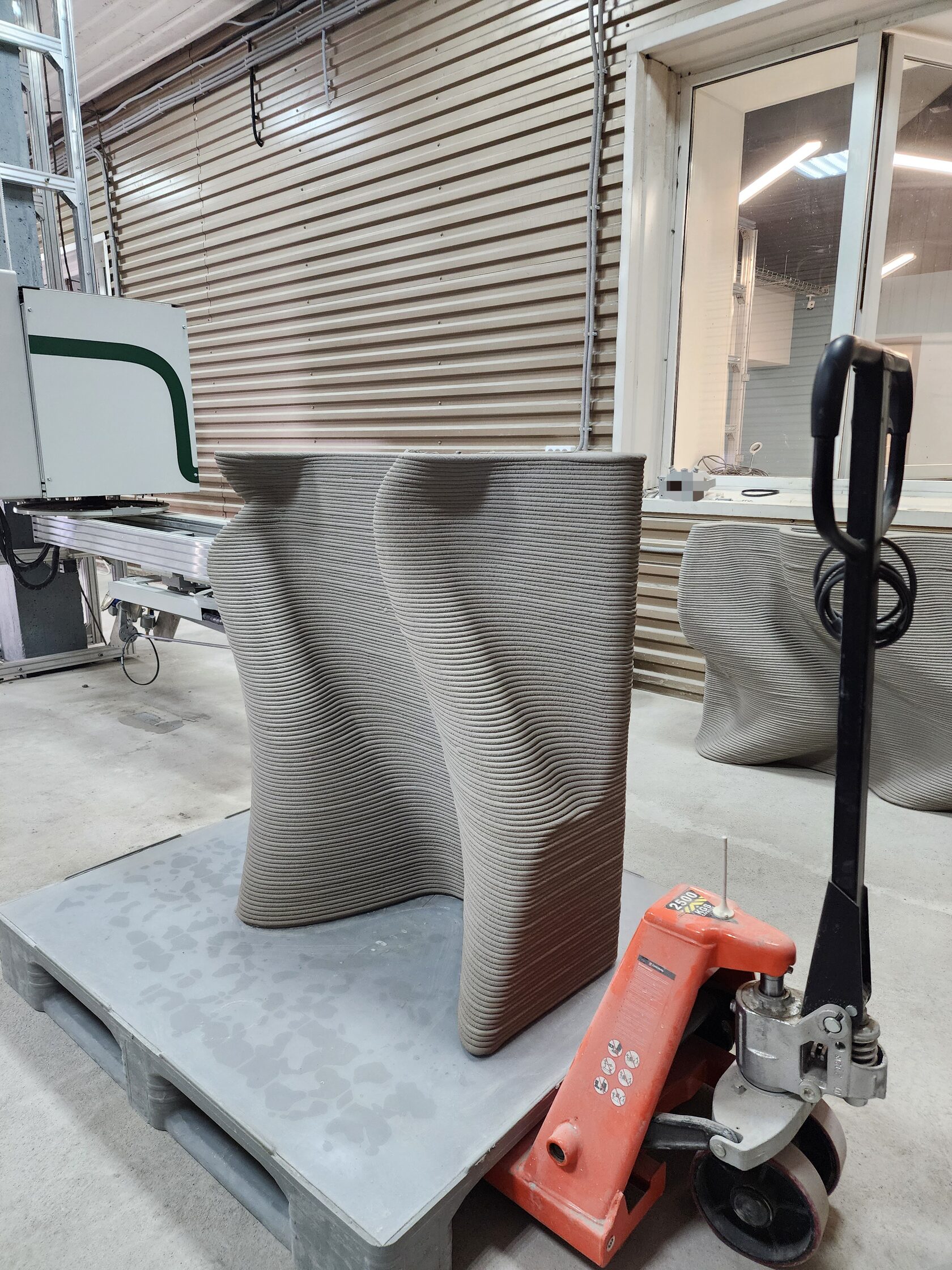
Второе по важности, это скорость набора прочности бетона. После затворения водой бетонный камень не становится прочным в одночасье. Сначала он хрупкий, как печенька. Чем больше изделие размером, тем дольше надо ждать перед его перемещением. Иначе изделие может сломаться под собственным весом. Значит если вы печатаете что-то большое, то блокируете зону печати под этим изделием, как минимум до первичного набора прочности бетона. Кто-то после схватывания заливает заполнитель и опять ждёт. Соответственно, зона печати принтера занята, производство простаивает. Например на фото ниже, портальный принтер напечатал бетонные вазоны, которые заблокировали зону печати принтера на несколько дней. Их нельзя трогать пока бетон не наберет первичную прочность и после изделия можно будет переместить только специализированным грузоподъемным механизмом. Это дополнительный трудоемкий процесс.

Потому многие производители принимают простое, но экономически нерациональное решение – увеличить зону печати принтера. 6х4м, 9х4м, 8х15м и так далее. Почему? Потому что пока занята часть зоны печати бетонными изделиями набирающими прочность, можно использовать свободную зону и так по кругу.
А в чём выгода? Если экструдер остаётся один и производительность та же. В результате портальный принтер занимает огромное пространство, за которое вам надо платить, но печатает одним соплом в единицу времени и зачастую что-то небольшое, как на примере ниже, чтобы быстрее и проще переместить изделие, освободив зону печати.

Есть еще нюансы. Многие принтеры не могут сходу напечатать, например одну двухметровую колонну/вазон диаметром полметра, потому что они печатают жидким бетоном и бетон не успевает схватиться, печатая такой маленький периметр. Тогда они делят подобные изделия на части и печатают по первому слою каждой части, потом по второму и так далее. Или если надо напечатать десять невысоких вазонов, располагают их все на рабочей области и печатают все одновременно по одному слою.
А что если надо напечатать 10 изделий разной высоты и как решать проблему адгезии слоёв? Ведь если в зоне печати расположить слишком много изделий одновременно, то бетон может схватиться раньше нанесения последующего слоя и межслойная адгезия снизится, что приведет к расслоению после печати. В дополнение ко всему это высокая трудоемкость.
Лерто за автоматизацию.

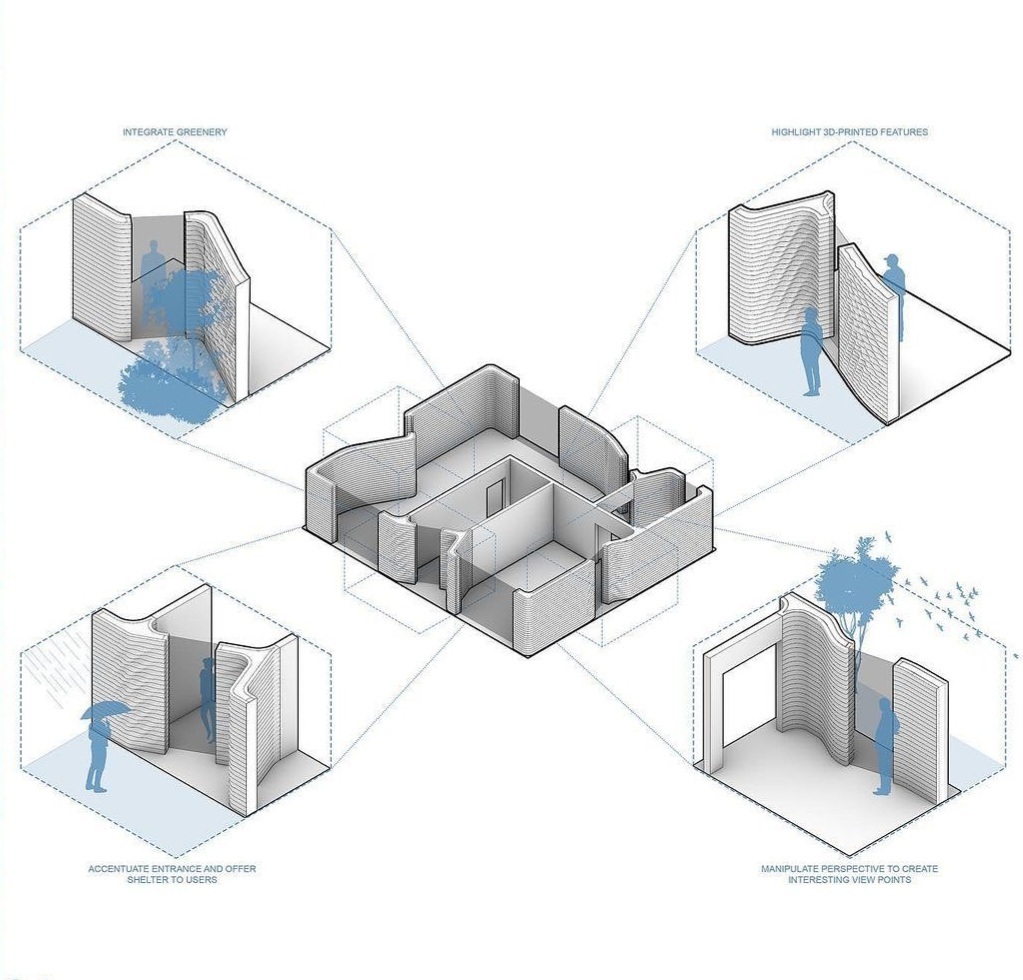
Наш концепт - это печать изделия сходу в рамках одного поддона 1000х1200мм, который сразу после печати перемещается, освобождая зону печати для следующего изделия. Таким образом, с Лерто принтерами у вас будет поточное высокоавтоматизированное производство без вынужденных простоев.

Экономически эффективнее на стадии проектирования разделить на отдельные элементы, чтобы они умещались на одном поддоне, после соединить воедино на объекте, чем печатать сразу большие изделия и ждать пока бетон наберет прочность, блокируя зону печати, а после с высокой трудоемкостью перемещать громоздкие изделия.


Скорость печати или производительность принтеров
Производители принтеров часто бравируют скоростью печати, но скорость ограничивается схватываемостью бетона. Чем сложнее изделие – тем ниже скорость печати. Чем выше детализация – тем ниже скорость печати. Чем быстрее принтер перемещается во время печати – тем ровнее и примитивнее надо делать изделие. Чем больше объем выдавливаемого бетона в единицу времени, тем больший периметр одного слоя он способен печатать. Это аксиомы 3д печати бетоном.
Лерто принтер, благодаря своему инновационному проточному бетоносмесителю-экструдеру, который затворяет сухую смесь в автоматическом бетоносмесителе непосредственно перед выдавливанием с минимальным водо-цементным соотношением, делает бетонное тесто максимально густым. Именно поэтому слои могут выдерживать на себе много последующих слоев и быстрее набирают прочность. Соответственно, принтер способен печатать смелые нависания без поддержек с помощью человека.
Экономия цеховой площади
Площадь помещения имеет львиную долю затрат бизнеса. Это еще один плюс в пользу компактности оборудования. Один принтер Лерто занимает 6кв.м., то есть 4 принтера занимают площади как один большой портальный, при этом логично, что 4 экструдера всегда производительнее, чем один.

Риски растрескивания бетонных изделий
Чем больше изделие, тем выше риск растрескивания бетона. А также печатая в цеховых «тепличных» условиях, вы прогнозируемо настраиваете необходимый климат для бетона. И конечно, в условиях цеха можно ускорить созревание бетона с помощью пропарочной камеры. Рассчитывать на подобную роскошь, печатая в уличных условиях, не приходится.
Лерто принтер – квинтэссенция многолетнего опыта. Он неспроста именно такого размера и этой производительности. Таким форм-фактором мы закрываем 99% всех потребностей в цеховой печати при балансе площади, производительности и стоимости. Наш принтер печатает изделия по площади размером с поддон, который один раз откалиброван в цехе и вы больше не тратите время на эту задачу. Изделия размером с поддон быстро схватываются и их можно переместить простой рохлей на том же поддоне, затем подставить новый и продолжить печать. Таким образом принтеру не нужна большая площадь, соответственно не нужно платить за огромный дорогой цех. При этом зона печати закрывает бОльшую часть ваших потребностей, а для управления достаточно 1 оператора на 4 принтера.

Смотрите сравнительный видеообзор с принтером другого производителя
Если вам интересна уличная 3д печать, посмотрите как выглядит 3д печать большим портальным принтером в уличных условиях. Смотреть

