



Печатающие бетоном цеховые принтеры бывают разных размеров, но в большинстве своем печатают небольшие изделия, которые умещаются на стандартном поддоне. Почему? Потому что это удобнее в логистике, безопаснее и экономически эффективнее.

До того, как Алексей Розов в 2020 году создал экструдер с сухой подачей смеси, принтеры с огромной зоной печати были нужны из-за ограничений жидкой подачи бетона.

Такие принтеры не в силах печатать сходу высокое изделие, т.к. жидкий бетон не успевает схватываться. Масса последующих слоев деформирует первые слои и изделие падает, потому технология печати с жидкой подачей вынуждена печатать сразу много изделий по одному слою, чтоб увеличить общее время каждого слоя для схватывания бетона и возможности держать на себе последующие слои. И если печатать большое тяжёлое изделие, то его нельзя перемещать с места печати несколько дней, пока оно не наберет транспортировочную прочность, иначе оно разрушится под собственным весом. В таком случае подобное изделие блокирует область печати на несколько дней. Решением производителей было увеличить зону печати.
Но после появления разработки Алексея Розова, инновационный бетоносмеситель-экструдер, бетонное тесто может быть максимально густым и быстро схватываться, что позволяет сходу печатать высокие изделия целиком, потому необходимость больших площадей под принтером пропала. При этом скорость набора прочности бетона осталась прежней и потому нецелесообразно печатать большие изделия.

Но дело не только в наборе прочности бетонных изделий. Вся логистика заточена под “палетоместа”. Рохли, вилочные погрузчики, штабелеры, стеллажи, кузов автотранспорта. Когда вы придерживаетесь стандартных размеров при перемещении у вас не возникает проблем с упаковкой, погрузкой и транспортировкой. Любое отклонение это сложности.
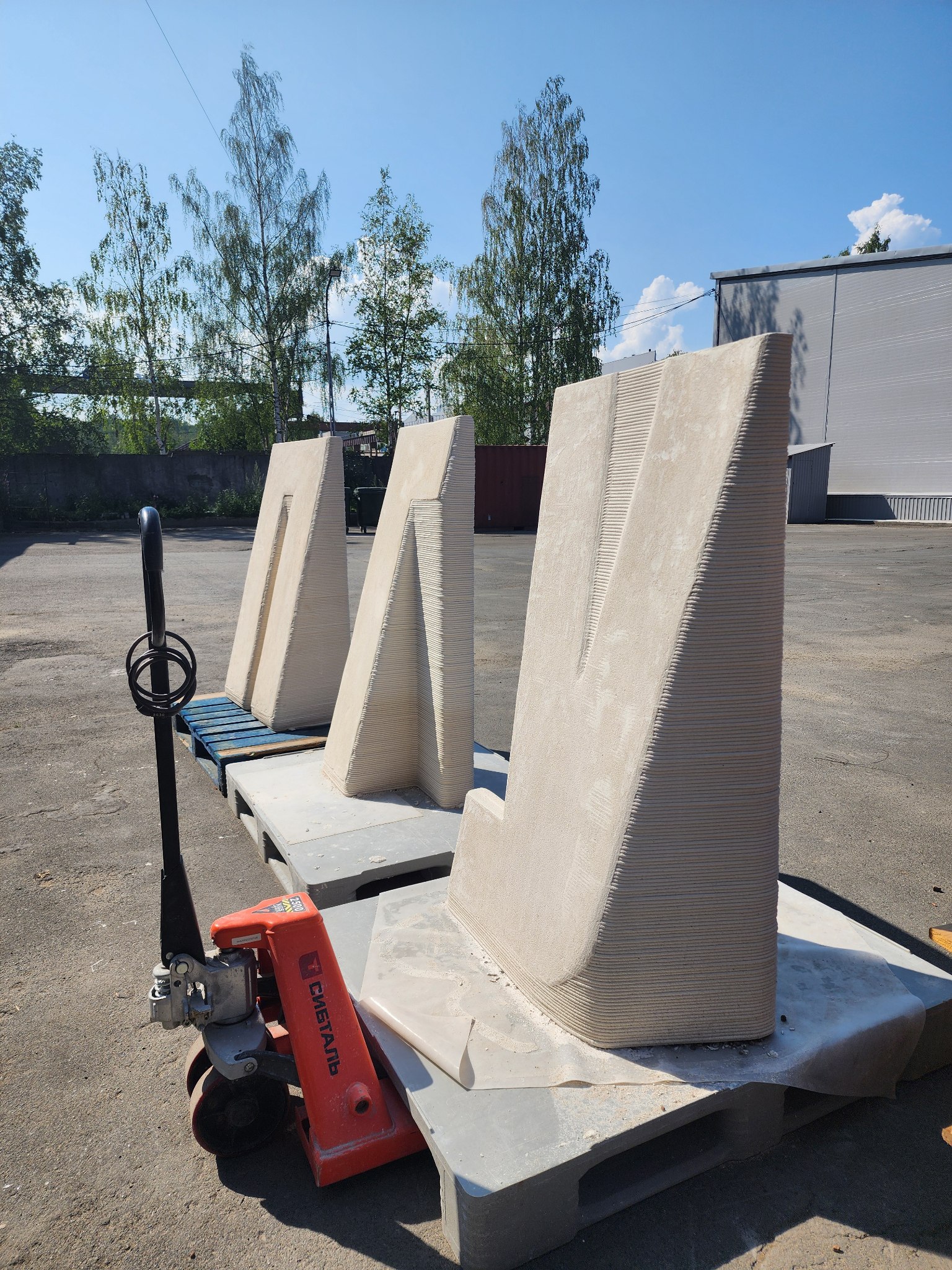
Если вы посмотрите на продукцию 3д печатников бетоном, то увидите, что 95% напечатанных изделий умещаются на стандартизированный поддон. Потому что после печати его удобно переместить рохлей для дозревания бетона, а по готовности к отгрузке загрузить погрузчиком в машине, затем разгрузить на объекте. Есть небольшой процент изделий, которые печатаются вне стандартного поддона, но это скорее редкое исключение из правил, потому что гораздо проще и экономически эффективнее разделить одно большое изделие на несколько небольших. Так в разы меньше рисков и для людей, и для изделий.
Если вы посмотрите на продукцию 3д печатников бетоном, то увидите, что 95% напечатанных изделий умещаются на стандартизированный поддон. Потому что после печати его удобно переместить рохлей для дозревания бетона, а по готовности к отгрузке загрузить погрузчиком в машине, затем разгрузить на объекте. Есть небольшой процент изделий, которые печатаются вне стандартного поддона, но это скорее редкое исключение из правил, потому что гораздо проще и экономически эффективнее разделить одно большое изделие на несколько небольших. Так в разы меньше рисков и для людей, и для изделий.

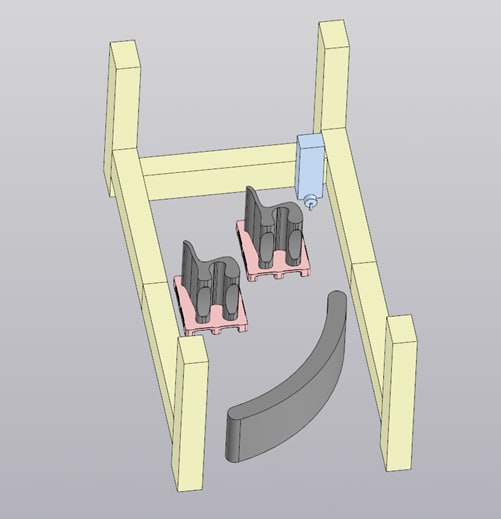
Концепт Лерто это не просто самые автоматизированные принтеры на рынке 3д печати бетоном. Концепт Лерто это темные заводы работающие по безлюдной технологии.
Принтеры печатают без оператора круглые сутки, а логистические роботы подвозят сухую смесь и заправляют картриджи принтеров, роботоруки укладывают арматуру, беспилотные погрузчики перевозят напечатанные изделия по техпроцессам и на склад.
Принтеры печатают без оператора круглые сутки, а логистические роботы подвозят сухую смесь и заправляют картриджи принтеров, роботоруки укладывают арматуру, беспилотные погрузчики перевозят напечатанные изделия по техпроцессам и на склад.
Автоматизации проще добиться приняв отраслевые стандарты и используя готовые решения. Таким образом, главная причина нашей приверженности печати на поддонах состоит в последующей логистике. Напечатанное на поддоне изделие удобнее перемещать по дальнейшим техпроцессам, освободив зону печати принтера для следующего изделия. Такое производство экономически эффективнее.
Бетон тяжёлый, например, такая буква «У» весит 150кг. Представьте, если бы она была напечатана на полу. Даже трое мужчин не смогут ее переместить не повредив в первые дни набора прочности, то есть она ещё пару дней будет занимать зону печати принтера. Потом надо будет ещё подумать как это изделие с пола поднять. А напечатанное изделие на поддоне уже на утро один человек может переместить рохлей или сделать это может беспилотный погрузчик.
Бетон тяжёлый, например, такая буква «У» весит 150кг. Представьте, если бы она была напечатана на полу. Даже трое мужчин не смогут ее переместить не повредив в первые дни набора прочности, то есть она ещё пару дней будет занимать зону печати принтера. Потом надо будет ещё подумать как это изделие с пола поднять. А напечатанное изделие на поддоне уже на утро один человек может переместить рохлей или сделать это может беспилотный погрузчик.
Есть ещё важный аргумент в пользу печати компактных изделий, кроме удобства логистики - чем крупнее изделие, тем выше риски растрескивания бетона.
Усадка бетона - естественное уменьшение объёмов застывшего или застывающего бетонного раствора. Усадочный процесс происходит постепенно и непрерывно на всех этапах «созревания» бетона. Во время усадки в затвердевающем массиве могут возникать трещины, а сам бетон подвергается опасности превратиться в хрупкий крошащийся известняк. Чем крупнее изделие, тем больше внутренних напряжений в нём возникает. А кому нужны трещины на бетонных изделиях?
Усадка бетона - естественное уменьшение объёмов застывшего или застывающего бетонного раствора. Усадочный процесс происходит постепенно и непрерывно на всех этапах «созревания» бетона. Во время усадки в затвердевающем массиве могут возникать трещины, а сам бетон подвергается опасности превратиться в хрупкий крошащийся известняк. Чем крупнее изделие, тем больше внутренних напряжений в нём возникает. А кому нужны трещины на бетонных изделиях?
Чем крупнее бетонное изделие, тем больше с ним проблем. Печатайте на стандартизованных поддонах. Это шаг в сторону безлюдных технологий.

